�����ڵ�ǰȫ���Խ��ܼ��ŵ�����Ҫ���£����Ҷ������ͺ����߲����ս����������쳵��Ϊʵ�ֽ��ܽ��ĵıؾ�֮·��������������ͬʱ������Ӧע�����ϵ���ݳ���������ȫ�ij�����ȫ������кͽ��ܼ���ͬ����Ҫ�����塣Ϊ���������Ͽ��ij�����ײ���ԺͰ�ȫ��Ҫ�������ʵ����������ͬʱ��֤����ǿ�ȣ���Ϊȫ��������������Ҫ���ǵĺ���Ҫ�ء���ͨ�����쳵����ʦ����Ҫ�ӳ������ϡ������ṹ�����ӹ�����������Ż���ƽ�����ã���ʵ�ֳ��������ء��͡���ǿ���IJ���������
��������ǰ�����ߵ�һƪ�����µ�A8���������ء���������������ơ���ȫ�°µ�A8�ij��������Ż�����Ϊ���ӳ�����������ӽǶԵ�ǰ���������������˷��������������Ķ��ֳ������ϡ����ʽ����ƣ���һ���µ�A8�ij������ӷ�ʽ���Ǵﵽ��14�֣���Ϊ��������������һ�㡣�ڱ�ƪ�����У����ǽ�����̽��ȫ�°µ�A8�Ƚ��ij������ӹ��գ�ͬʱҲ�����쳵��Ĵ����ǣ�Ϊʵ�ֳ����ġ�������ǿ�����ڳ������ӹ�����ʹ������Щ�����ļ��ܡ�
�������ܶ���ʿ���ij������Ӽ���
����
����ȫ�°µ�A8�������ṹ�ֱ�����������֡�þ�Լ�CFRP̼��ά�߷��Ӹ��ϲ������ֲ��ϣ���������ϸ�֣���������ﵽ29�֣�����16�����ġ�11�ֲָġ�1��þ�ĺ�1��̼��ά���ϲ��ϣ���ͬ�ĸֲĺ����Ķ��и��Բ�ͬ�����ԡ��������Ͻ���϶������У����ô�ͳ���ӹ��ջᵼ�²���ǿ���½������������ױ��Σ��ᵼ�³������ϵ�ƴ�ϳߴ羫�Ⱥ��ѿ��ơ���ν���Щ��ͬ���ԵIJ��ϼ�̵�������һ�𣬽���ò�ͬ���ϼ�����ӹ����ǹؼ���
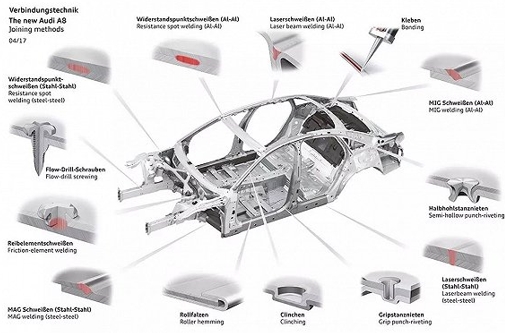
��������һ���ϣ��µ��Ĺ���ʦ�ķ���˼���ο��Լ��콢�ܳ��µ�R8�Ķ��ֳ�������ƴ�Ӽ�������ȫ�°µ�A8�ϴ���Ӧ�����������ݶ����ӡ����⺸�ӡ�í�ӵȼ��������õ����ӹ���Զ������ͬ��ҵ���������ӹ��մﵽ14�֣�����MIG�����㺸����������Զ�̼��⺸��8�������Ӽ�����ר��������ĵij�í���ӡ����ڲ�ͬ����ƴ�ӵ��Թ���˨���������ӵ�6�������Ӽ�����
����
����ȫ�°µ�A8��B����λ�������Ӳ����˾������Ӻ�ճ�ϼ����ӵķ������ͬʱ�����ڲ�ͬ���ʼ����������̶ȵIJ��죬������Piece-locking���Ӽ����ھ��ߴ�����̶�������ϰ��ӣ�ʹ�������ȫ�����ϡ����⣬�ڳ�����A����C���ͳ���λ�ã�Ҳ��������ͬ�����ӷ�ʽ����Щ�����ӹ��ս���ͬ������Ч�ع̶���һ��
���������ṹ��λ�����Ͻ��ġ��ȳ��ͳ���ǿ�ȸֺ���ͨ��ͨ���������ӷ�ʽ������һ��ͬʱʹ��ճ�ϼ����Ӻ�í��������ȷ�����ӽ��̡����ǺͲ�Χ��λ������Զ�̼��⺸�ӹ��գ��ں��ӹ����У�����ͷ�뺸�Ӽ��ľ��뽫������20cm���������ϸ�徫�����ӱ�Ե��������ɼ���27%���������ĸ����ʺ͵��ܺ�Ҳ�����˶�����̼���ŷš����������������Լ�í�Ӽ����ķ�չ�������ϵ����Ͳ�����ʽ�ֲĺܺõĽӺϣ��γ�ȫ���µ�����������ṹ��
������˹�����ȵ�ȫ���������ӹ���
����
��������ȫ�°µ�A8�����ģʹ�����Ƽܹ��ij�������˹������������������ݱ�·���ȳ��͡���˹���з������Model Sȫ�������������������ǿ�����ԣ��䳵����ǰ�������ֲ��Ͼ����������ģ����ӹ�����Ҫʹ����CMT(Cold metal Transfer)��������ɼ�����Delta Spot����㺸�������˷������Ͻ���������ױ��͵����⡣
����CMT��������ɼ����ɰµ�������ʿ���Ӽ�����˾��2005���Ƴ����ܺ��Ӻ��Ϊ0.3mm�ij����ġ��ʹ�ͳ��MIG/MAG������ȣ�����ʵ���ˡ�����ɡ������ڶԺ���ij����������ʱ�伫�̣��ɸ�����һ����ȴ���̣����������˱��庸�ӱ�������ʹ�����γ����õĴ��������������˹�����װ���϶Ҫ�Լо߾��ȵ�Ҫ��ͬʱ��CMT�绡�����ȶ����绡���ȿɱ���е�ļ��͵��������۹��������Ժ����ٶȺ��ӣ��绡ʼ�ձ����ȶ������ӹ��̼����ɽ����մ�����
����Delta Spot����㺸�����Ƿ���ʿ��������з����¼������䴴�µ����ڵ缫���ķ���������ĸ�ĺ͵缫�ܵ��缫���������缫���ڵ缫����Ҫ�Ӻϵ�ĸ��֮���˶�����ʵ�������ĺ��ӣ���ȷ���ڶ�������б��ֺ㶨������ˮƽ�����и߶ȵĹ��տɿ��ԡ�������һ�����������������ں����ں�巶Χ���γ�����ץס���壬��˶��ڴ�ͳ�纸��˵�Ǹ��ϴ������⡣��Delta Spot�ĵ缫��ͨ��������������������Եؿ��ƺ������ȣ����巶Χ�еĵ�������ͨ���缫�����øߵ������ֲ�������ɳ�����뱡�壬�Ӷ��ܾ�ȷ��������������
��������Ӧ����������Delta Spot��������Ӧ���ڶ��ֲ��ϵĺ��ӣ������ǿ�֡�����Ʋ���ϡ���������֡��ѡ�þ�����ϲ��ϵȣ��Բ�ͬ�IJ�������Ͳ�ͬ��ȣ��ü������г�ɫ�ı��֣���߱��ĺ�����ۼ�����Ʋ�ĸ�ǿ�ֲ��Ϻ��ӵȡ�
�������ռ�����í�ӽ��ϼ���
����
�����ʹ�ͳ���Ƴ�����ͬ�����ڰ׳��������Ӧ�����Ͻ𣬲�ͬ���ϼ���컯���������Ե����ó���ĺ��Ӽ�������ʵ����Ч���ӣ���ˣ�����ݱ�·��������һ�����缶���ա������ռ�����í�ӽ��ϼ�������һ����������������Ͻ����ӵ����⣬�ܴ�̶�Ҳ��������ǿ�ȡ�
�����ü������ŷ�����ṩ������í��ֱ��ѹ���í�Ӱ�ģ���í����ѹ����í����ĺ�í�����������α䣬��ӯ��íģ֮�У��ü�������ij���ӵ��ǿ��Ŀ�ƣ�Ͷȡ���̬�������ͷ�ײ����������Ч��������Ͻ����ӵ����⣬����Ҳ����̡�
�����������ĺֲľ��в�ͬ�Ľ�����λ������í�Ӳ�λ���ճ�ϼ���ͨ�����ӻ�Ϳ�����ϵͳ����ʵʱ���ճ�ϼ��ij��ȡ�ֱ�����켣�ȹؼ����ղ�����ȷ��ճ�ϼ����λ�õľ���ʹ��ճ�ϼ�Ҳ����������ǿ����������í��ǿ�ȵ�2-3����
����������Ч�ġ��������������ӹ���
����
���������������̷���ȫ�����͵�ͬʱ��ͨ�������辶���Ƴ������γ���������CT6����������������ȫ��������ȣ��������������ɽ�ʡ������ʱ��;��óɱ�������ͳ���Ƴ�����������ת��Ϊ�����������������ķѵijɱ�ҲҪԶԶ����ʵ��ȫ���Ƽ��������ѵijɱ�����������Ϊ������Ƴ���F-150����Ϊȫ���Ƴ�������λ����Ъ���ݵĵ¶������е������߲��������ȫ�������ߣ�����̻�������������Ԫ������ʱ�䡣��ʵ�֡�����������������������ڣ����ڸֺ������ֽ������۵㲻ͬ���ڸָտ�ʼ���ȵ�ʱ�������Ѿ��ڻ������þ��������������������ȴ����
����ͨ���������������CT6ǰ�Ը������ӹ��ս����˴������о����з���һ�����͵ĺ��ӹ��գ�����������CT6ǰ����Ǻ�����β�����и������ӣ����ֺ����ι̺�����һ�𣬴����ȫ�¡�������������Ŀǰͨ���ĺ�װ������Բ���������㺸��������ǥ�����Թ��ݽӡ��Գ�í�����ֹ���ʵ�ָ������ӣ�����������㺸���Խ�����ĵ����������⡣
�����������ͺ��ӹ��յġ����������������������ٶȿ죬����ɱ�Ҳ��Խϵͣ��ڽ����ͺĵ�ͬʱ����������Ҳ���������
������������ǿ����������ҵ��չ�ı�Ȼ���ƣ��������������ϵķ�չ����ֹ�����������Ӽ���������Ҳ����˲����Ż����¡�������������������ʮ�˰����ա����Լ��������ƶ�������������ҵ�ķ�չ��˭��Ц���������������Ŀ�Դ���
����MORE
���������Ķ�
������ ��������������������ྫ������
����������ȫ�����ȵ�������ҵ�ۺϷ����ṩ�̣������ڴٽ�ȫ��...
|
|
|
|
|
|
|
|


 )
)




